
矩形盒狀衝壓拉深件在日常的五金衝壓加工中,屬於比較常見的一種拉深件。因為矩形盒狀衝壓拉深件有四個圓角,所有它有具有不同於圓形拉深件的特點。
矩形盒狀零件可以認為是由圓角部分和直邊部分組成,其拉深變形可以近似地認為:圓角部分相當於圓筒形零件的拉深;而其直邊部分相當於簡單的彎曲。但是,由於直邊部分和圓角部分並不是截然分開的,而是連在一塊的整體。因此,必須通過實驗觀察分析。
如將矩形盒毛坯畫上方格網,其縱向間距為n,橫向間距為b,且a=b。拉深後方格網發生變化(如圖3 -61所示):
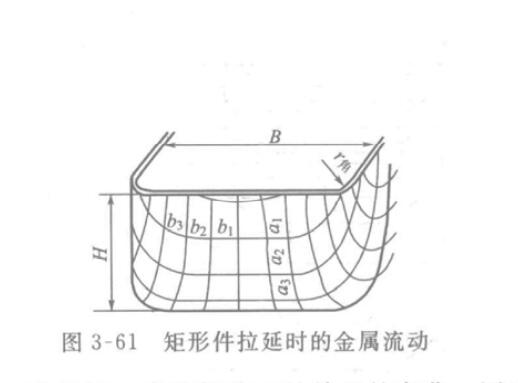
橫向間距縮小,而且愈靠近角部縮小愈多;縱向間距增大,而且愈向上,間距增大愈多,這說明,直邊部分不是單純的彎曲,因為圃角部分的材料要向直邊部分流動,故使直邊部分還受擠壓。同樣,圓角部分也不完全與圓筒形零件的拉深相同,由於直邊部分的存在,圓角部分的材料可以向直邊部分流動,這就減輕了圓角部分材料變形程度(與相同圓角半徑的直筒形零件比)。
從拉深力的觀點看,由於直邊部分和圓角部分的內在聯係,直邊部分除承受彎曲抗力外,還承受擠壓變形抗力;而圓角部分則由於變形程度減小(與相應圓筒形件比),則需要克服的變形抗力也就減小。可以認為:由於直邊部分分擔了圓角部分的拉深變形抗力,而使圓角部分所承擔的拉深力較相應圓筒形件的拉深力為小。
矩形盒狀衝壓拉深件的特點如下。
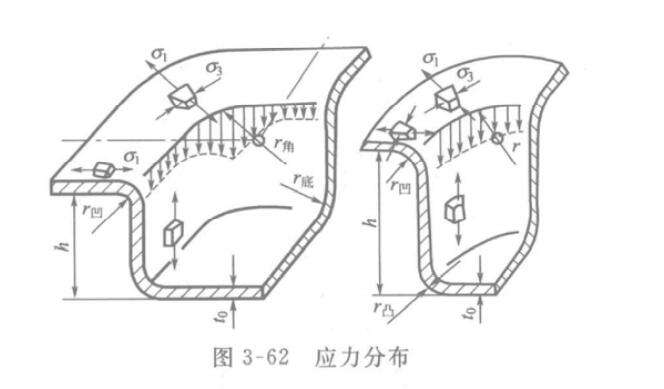
(1)徑向拉應力沿盒件周邊的分布是不均勻的,在圓角部分最大,直邊部分最小,而a3的分布也是一樣。其次,就以角部來說,由於應力分布不均勻,其平均拉應力與相應的圓筒形零件(後者的拉應力是平均分布的)相比要小得多。因此,就危險斷麵處的載荷來說,盒形零件要小得多。故對於相同材料,盒形件的拉深係數可取小。
(2)由於壓(擠壓)應力在角部最大,向直邊部分逐漸減小,因此,與角部相應的圓筒形件相比,材料的穩定性加強了,起皺的趨勢減少,直邊部分很少起皺。
(3)直邊和圓角互相影響的大小,隨著盒形件形狀的不同而不同。如果相對圓角半圓rffi/B和相對高度H/B(B為矩形件短邊)不同,在毛坯計算和工序計算的方法上都有很大的不同。
發展重點的選取應根據市場需求、發展趨勢和目前狀況來確定。可按產品重點、技術重點和其他重點分別敘述。 1、 衝壓模具 產品發展重點。 衝壓模具 共...
衝壓模具 依照模具結構分可分為 單衝模 、 連續 模 和 複合模 ,那麽這三種有什麽區別呢? 單衝模 :一般是由一個凹模和一個凸模或是由多個凹模和多個...
變薄拉 伸 ,通常是拉深工序或冷擠成形工序後進行的一種旨在實現極薄壁杯形件的成形工序,也可用此方法實現極薄壁管件的成形。 變薄拉伸 也是在拉伸...
