
最近發現很多衝壓工人在將衝壓模具安裝到衝床上的過程中還不夠熟練,所有今天通過圖解,來一步一步的教大家如何正確快速的安裝衝壓模具:
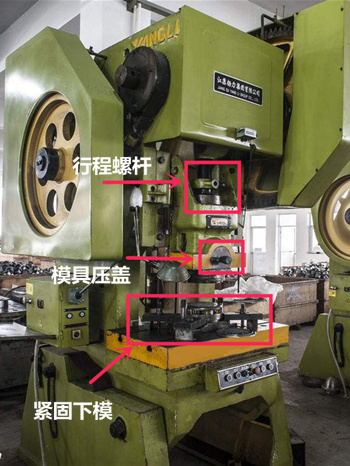
安裝衝壓模具主要熟悉衝床上的三個部位:行程螺杆、模具壓蓋和工作台。如下麵圖中所示。
1、必須要了解使用的衝床的結構和工作過程,並仔細檢查衝床是否能夠工作正常。
2、清理衝床的工作台麵,將衝壓模具放在工作台上,分開上下模,並在凹模和凸模之間墊上一塊墊鐵,以使凸模不進入凹模。
3、用衝床扳手調節衝床行程螺杆到最短位置,搬動飛輪(或使用點動按鈕),使滑塊降到下死點,在滑塊下降的過程中將模柄導入滑塊平麵的模柄孔中。行程螺杆的位置如圖:

4、使用衝床扳手調節衝床滑塊連杆使滑塊下行,直到滑塊下平麵與衝模上模板的上平而接觸,然後擰緊模具壓蓋上的螺栓,將上模緊固在滑塊上。下圖為模具壓蓋。

5、搬動飛輪(或使用點動按鈕)分開上、下模,取出墊鐵。
6、搬動飛輪(或使用點動按鈕),使滑塊降到下死點,調節衝床滑塊連杆使滑塊緩慢下降並移動下模,使凸模進入凹模1mm左右。
7、觀察上、下模刃口間的間隙是否均勻,若不均勻,則用木槌輕擊下模,直到間隙均勻為止,用壓板壓緊下模。這裏需要注意的是在敲擊模具的時候,一定要使用木槌或者銅棒以免損壞模具。緊固下模時,需要按對角順序緊固螺栓。
8、搬動飛輪(或使用點動按鈕),試衝一紙板,觀察斷麵情況,判斷間隙是否均勻,若不均勻,則再調整,直到間隙均勻為止。
9、調整好後,清除模具和工作台上的雜物,啟動衝床,空衝一次後再試衝鐵板。
10、觀察衝壓件的斷麵情況,若周邊毛刺不均勻,則再次調整間隙並試衝,直到周邊均勻為止。
11、根據試衝鋼板情況調節滑塊連杆,使凸模進入凹模深度最小(隻要能衝下鋼板即可,以延長衝壓模具壽命)。
12、調整完畢後,開動衝床,進行試衝。
13、對試衝零件進行檢測,對出現的產品缺陷進行分析,通過調試模具以解決產品出現缺陷的問題。
14、檢測調試完畢後,清理衝床周邊工具、雜物。開始生產。
至此衝壓模具就安裝完成了,對於沒有安裝經驗的工人,一定要在有經驗的師傅帶領下進行安裝,避免對模具造成損壞。
發展重點的選取應根據市場需求、發展趨勢和目前狀況來確定。可按產品重點、技術重點和其他重點分別敘述。 1、 衝壓模具 產品發展重點。 衝壓模具 共...
衝壓模具 依照模具結構分可分為 單衝模 、 連續 模 和 複合模 ,那麽這三種有什麽區別呢? 單衝模 :一般是由一個凹模和一個凸模或是由多個凹模和多個...
變薄拉 伸 ,通常是拉深工序或冷擠成形工序後進行的一種旨在實現極薄壁杯形件的成形工序,也可用此方法實現極薄壁管件的成形。 變薄拉伸 也是在拉伸...
