
一個做防盜窗的客戶,來我們廠要做套方管圓管衝孔模具,借此機會跟大家分享下鋼管衝孔模具的做法。
一般情況下方管或圓管衝孔有3種常見的加工工藝:
(1)台鑽鑽孔。
使用台鑽在鋼管上鑽孔,雖然可以保證孔尺寸的精度,但是生產效率卻非常的低,無法進行大批量生產。
(2)采用無凹模衝壓模具衝孔。
使用無凹模的衝壓模具衝孔,雖然衝孔的效率較高,管材上孔的尺寸也可以得到保證,但由於模具沒有凹模,衝孔後管會留下凹坑和塌陷。
(3)采用有凹模衝壓模具衝孔。
使用有凹模的衝壓模具衝孔,不但衝孔效率高、尺寸精確,而且衝孔後沒有缺陷外觀美觀。是現在最常采用的衝孔方式。
下麵我們詳細分析下有凹模的衝孔模具是如何加工的:
下圖為一套完整的鋼管衝孔模具
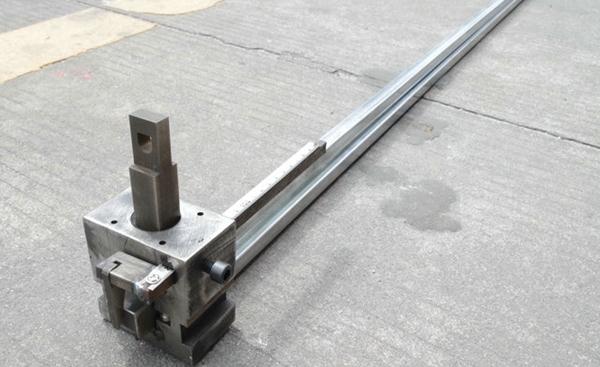
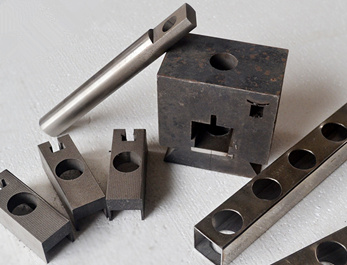
主要組成部分有:外模、凹模、凸模(衝頭)、定位裝置、凹模固定杆。鋼管衝孔模具采用的是浮動凹模,需要固定在固定杆上。固定杆的長度需要大於要加工的鋼管長度。在加工鋼管時,將鋼管凹模和固定杆穿進鋼管內。
具體的操作步驟是:
1.用支架支撐凹模固定杆平行於機器工作台麵,然後鬆開尾杆的兩顆固定螺絲(調試好後需要在上緊)。
2、模具凸模對準衝床模柄孔,然後上緊模具夾固定凸模衝頭。
3、用手扳動飛輪,使衝頭進入凹模並且上下活動可以輕鬆、順暢穿過凹模後然後上緊固定杆的固定螺絲。
4.全部螺絲上緊後再次用手扳動衝床飛輪確認是衝頭和凹模配合是否順暢,如果不能順暢上下活動衝頭需要再次調整凹模固定杆的高低。
5、必須插上管才能衝孔,不能空衝,否則凹模移動會被打壞。
定位裝置采用的是通過上一工序加工的孔進行定位,首衝需要通過刻度尺來進行定位。鋼管衝孔模具設計的關鍵點在於浮動凹模的設計,其他部件並沒有難度,和普通衝壓模具一樣。
發展重點的選取應根據市場需求、發展趨勢和目前狀況來確定。可按產品重點、技術重點和其他重點分別敘述。 1、 衝壓模具 產品發展重點。 衝壓模具 共...
衝壓模具 依照模具結構分可分為 單衝模 、 連續 模 和 複合模 ,那麽這三種有什麽區別呢? 單衝模 :一般是由一個凹模和一個凸模或是由多個凹模和多個...
變薄拉 伸 ,通常是拉深工序或冷擠成形工序後進行的一種旨在實現極薄壁杯形件的成形工序,也可用此方法實現極薄壁管件的成形。 變薄拉伸 也是在拉伸...
