
所謂五金衝壓件的工藝性通俗點講就是加工這一五金衝壓件的難易情況。完善的衝壓工藝性應該要保證原材料使用率高、加工工序少、衝壓模具的結構簡單而且使用壽命長、衝壓件的質量高、衝壓工人操作簡單方便。影響五金衝壓件工藝性的因素比較多,比如五金衝壓件的產品外形、尺寸、精度和性能等等。下麵動議衝壓小編分析下影響五金衝壓件工藝性的一些因素並提出五金衝壓件的工藝要求。

一,五金衝衝壓件的外形要簡單、對稱,最好是由圓弧和直線組成的,這樣在設計排料的時候能夠使產生的廢料比較少。
二,盡量避免五金衝壓件上有長的懸臂或者狹槽,而且最小寬度要大於材料厚度的二倍。五金衝壓件上孔和孔、孔和邊緣的距離也不能太小。
三,衝孔的尺寸不能太小,以免在衝壓加工的過程中折斷衝針。
四,正常情況下,五金衝壓件的外形不要有尖角,要采用圓角過渡,這有利於衝壓模具的加工和提高模具的使用壽命。
五,在衝壓折彎件和衝壓拉深件上衝孔時,孔邊到工件直壁的距離不能過小,如果距離過小,先衝孔後成形,孔會發生變形。後衝孔的話,衝針也會容易折斷。
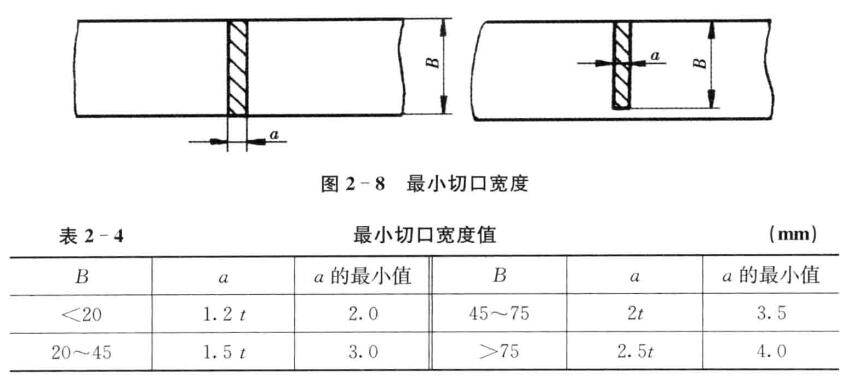
六,最小切口的位置和最小切口的寬度值參照下圖所示:
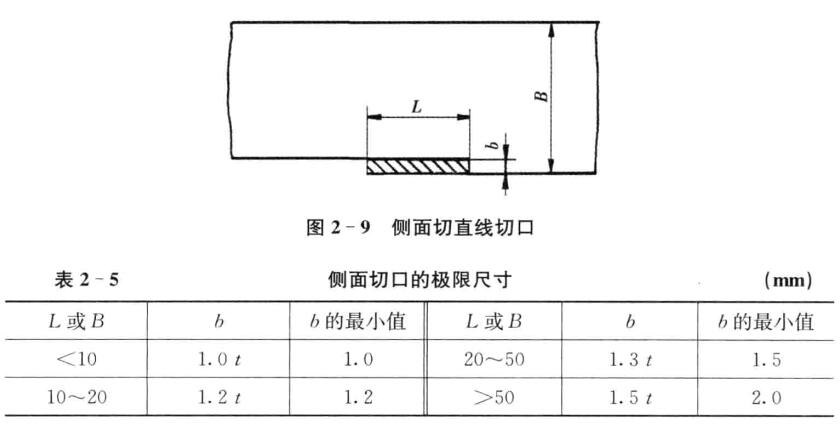
七,側麵切口的極限尺寸和切口長度、材料厚度有關,可以參考下圖:
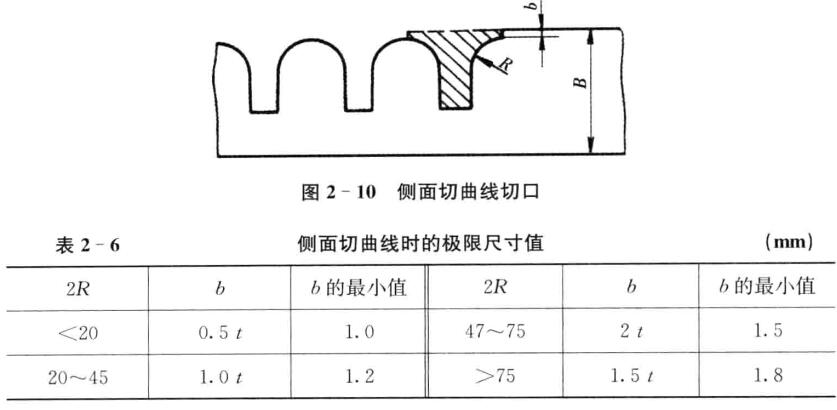
八,側麵切曲線切口時的極限尺寸和曲率半徑、材料厚度的關係如圖:
發展重點的選取應根據市場需求、發展趨勢和目前狀況來確定。可按產品重點、技術重點和其他重點分別敘述。 1、 衝壓模具 產品發展重點。 衝壓模具 共...
衝壓模具 依照模具結構分可分為 單衝模 、 連續 模 和 複合模 ,那麽這三種有什麽區別呢? 單衝模 :一般是由一個凹模和一個凸模或是由多個凹模和多個...
變薄拉 伸 ,通常是拉深工序或冷擠成形工序後進行的一種旨在實現極薄壁杯形件的成形工序,也可用此方法實現極薄壁管件的成形。 變薄拉伸 也是在拉伸...
