
在五金衝壓過程中,模具凸模折斷的原因是什麽?
凸模折斷的原因有:
1)凸模在衝裁過程中受到不平衡的橫向推擠力,這些力使凸模彎曲以至折斷,這一類力主要有以下幾個方麵:
①釆用橡膠作彈性卸料零件時,因裝配不當,在五金衝壓過程中,橡膠壓縮產生橫向膨脹而向一邊擠壓凸模。
②卸料裝置中彈簧力不平衡使卸料板發生傾斜,從而使凸模受橫向力推擠產生彎曲和折斷。
③大、小凸模位置接近,在衝裁中,大孔的周圍材料發生變形對小凸模產生側擠壓力,可能使小凸模折斷。
2)凸模截麵直徑與其工作部長度之比不當,可能造成凸模折斷。五金衝壓凸模工作部長度的終驗公式為:
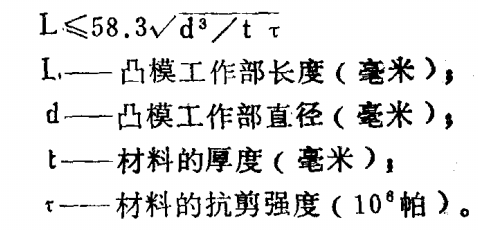
若凸模長度超過此計算值時,須設計成合階式凸模。
3)小凸模衝壓較厚、較硬的材料時,凸模易折斷,普通衝裁凸模直徑應大於五金衝壓件料厚。否則,應采取凸模護套結構。
4)凸模折斷也往往由於設計及製造不正確而造成台階式凸模的轉角處圓角半徑小、加工粗糙存在不允許刃痕及磨削裂紋、機加工未完全去除鍛造引起的脫碳層以及高合金工具鋼鍛造時未能改善碳化物偏析,熱處理工藝執行不當等都能引起凸模早期折斷。尤其對冷擠壓凸模更為顯著。
發展重點的選取應根據市場需求、發展趨勢和目前狀況來確定。可按產品重點、技術重點和其他重點分別敘述。 1、 衝壓模具 產品發展重點。 衝壓模具 共...
衝壓模具 依照模具結構分可分為 單衝模 、 連續 模 和 複合模 ,那麽這三種有什麽區別呢? 單衝模 :一般是由一個凹模和一個凸模或是由多個凹模和多個...
變薄拉 伸 ,通常是拉深工序或冷擠成形工序後進行的一種旨在實現極薄壁杯形件的成形工序,也可用此方法實現極薄壁管件的成形。 變薄拉伸 也是在拉伸...
