
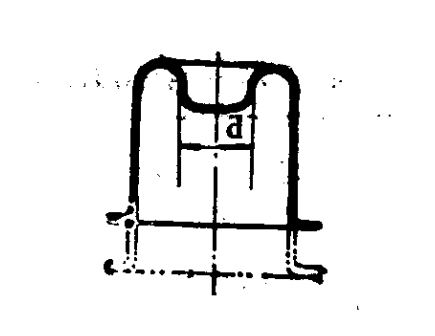
多次拉深的方法有兩種基本形式即正拉深法和反拉深法。衝壓反拉深是一種用來拉深如下圖所示衝壓件的拉深方法,也適用於薄料進行第二次及以後各次拉深。正、反兩種拉深方法在坯料的變形方式上並無重大區別。
由於反拉深時毛坯與凹模成180°的包角,增加徑向拉應力,使材料不易起皺,進而可降低拉深係數10~15%。反拉深時,工件易於穩定定位,模具結構比較簡單,凸模高度與工作行程均較正拉深時小。但凹模壁厚取決於前後二次半成品直徑之差,不能任意增大,所以往往影響凹模強度。反拉深時材料的變化阻力較正拉深為大,拉深力也增加20~30%左右。所以為便於材料流動,一般深筒形拉深件大都采用正拉深法。對於錐形、球形及拋物線形拉深件,為避免內皺的產生,常采用反拉深法。
發展重點的選取應根據市場需求、發展趨勢和目前狀況來確定。可按產品重點、技術重點和其他重點分別敘述。 1、 衝壓模具 產品發展重點。 衝壓模具 共...
衝壓模具 依照模具結構分可分為 單衝模 、 連續 模 和 複合模 ,那麽這三種有什麽區別呢? 單衝模 :一般是由一個凹模和一個凸模或是由多個凹模和多個...
變薄拉 伸 ,通常是拉深工序或冷擠成形工序後進行的一種旨在實現極薄壁杯形件的成形工序,也可用此方法實現極薄壁管件的成形。 變薄拉伸 也是在拉伸...
