
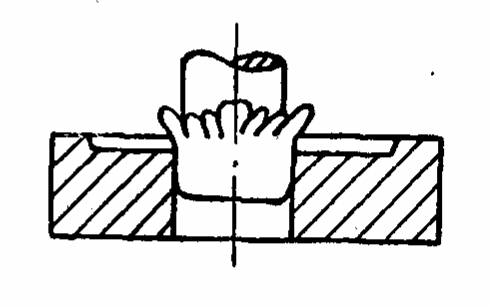
拉深件起皺(如下圖)是五金衝壓生產中經常遇到的質量問題。它是由於在衝壓拉深中,材料凸緣部分失去穩定或由於材料產生較大流動,多餘材料無法向外擴散而造成的。
防止與糾正拉深件起皺可采取下述措施:
1)調整壓邊力在拉深過程中,壓邊力不能過大或過小,而且在各處要均勻。過小的壓邊力易使拉深件起皺,過大的壓邊力又易使拉深件破裂,壓邊力不均勻,還會使拉深件出現一側起皺。因此在拉深中要注意將壓邊力調整適當。
2)測量料厚料厚不對或負差過大,拉深件易起皺,料厚不均勻會造成拉深件一側起皺。對厚度不均勻的材料在拉深前可進行一次碾壓。
3)凸、凹模間隙凸、凹模間隙過大,則校直作用減小,材料易起皺。而間隙不均勻,拉深件又會出現一側起皺。可適當修整凸、凹模間隙。
4)凹模圓角凹模圓角過大,減少了壓邊圈與材料接觸麵積,使拉深件起皺,可適當修整凹模圓角。
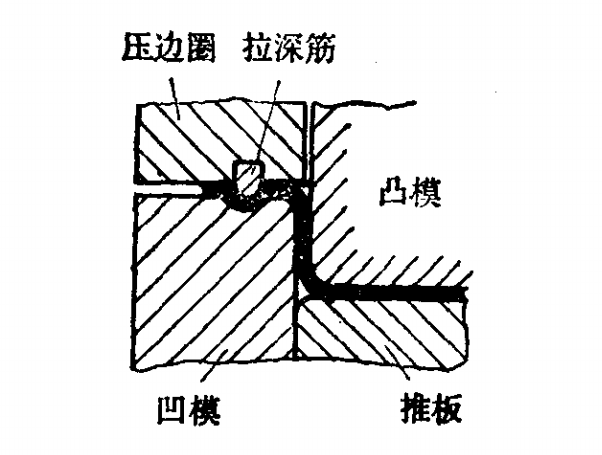
5)對於一些複雜曲麵拉深件,尤其是小凸緣件,可在模具上設置拉深筋,以增加材料的流動阻力來防止拉深件起皺,如下圖。
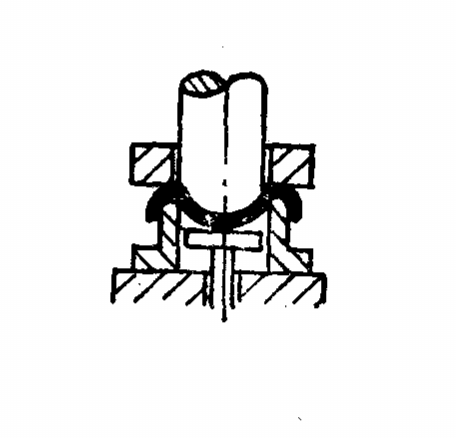
6)對於球形件、錐形件和拋物線形件,采用反拉深方法,增大材料的變形阻力來防止拉深件起皺,如下圖。
7)潤滑劑塗刷過多,可能造成局部進料多,引起起皺,應當正確進行潤滑。
8)壓料麵、凹模麵或拉深筋磨損嚴重,使阻料不均難以控製進料速度而引起起皺。應對壓料麵、凹模麵及拉深筋進行修整。
9)凯发k8体育APP官方网站下载及其它加工硬化嚴重的板材在壓邊力是拉深力1~2倍的拉深中,若衝床剛性不足,無論怎樣加大壓邊力,拉深件起皺仍消除不了。此時可換用大噸位衝床,用閉式衝床或液壓機進行拉深。
發展重點的選取應根據市場需求、發展趨勢和目前狀況來確定。可按產品重點、技術重點和其他重點分別敘述。 1、 衝壓模具 產品發展重點。 衝壓模具 共...
衝壓模具 依照模具結構分可分為 單衝模 、 連續 模 和 複合模 ,那麽這三種有什麽區別呢? 單衝模 :一般是由一個凹模和一個凸模或是由多個凹模和多個...
變薄拉 伸 ,通常是拉深工序或冷擠成形工序後進行的一種旨在實現極薄壁杯形件的成形工序,也可用此方法實現極薄壁管件的成形。 變薄拉伸 也是在拉伸...
