
手攻螺紋的操作方法,學會之後攻絲很輕鬆:
(1)按圖樣尺寸要求劃線。劃線問題在前已經敘述了,參見《鉗工如何劃線呢,學會方法之後很簡單》。
(2)根據螺紋公稱直徑,按有關公式計算出底孔直徑後鑽孔。
1)攻螺紋過程中材料的塑性變形:絲錐的切削刃除了起切削作用外,還對工件的材料產生擠壓作用,被擠壓出來的材料凸出工件螺紋牙型的頂端,嵌在絲錐刀齒根部的空隙中。此時,如果絲錐刀齒根部與工件螺紋牙型的頂端之間沒有足夠的空隙,絲錐就會被擠壓出來的材料紮住,造成崩刃、折斷和工件螺紋爛牙。因此攻螺紋時螺紋底孔直徑必須大於標準規定的螺紋內徑。
2)螺紋底孔直徑域大小的確定:螺紋底孔直徑的應該根據工件材料的塑性和鑽孔時的擴張量來考慮,使攻螺紋時既有足夠的空隙來容納被擠壓出來的材料,叉能保證加工出來的螺紋具有完整的牙型。確定底孔鑽頭直徑的方法,可采用查表法(見有關手冊資料)確定。或用下列經驗公式計算。螺紋底孔直徑的計算公式:對鋼料及韌性金屬:螺紋底孔直徑約等於螺紋公稱直徑減螺距對鑄鐵及脆性金屬:螺紋底孔直徑等於螺紋公稱直徑減1.1倍螺距
(3)攻螺紋前工件的裝夾位置要正確,應盡量使螺孔的中心線位於水平位置。目的是使攻螺紋時便於判斷絲錐是否垂直於工件表麵。(4)攻螺紋前螺統底孔口要倒角,通孔螺紋底孔兩端孔口都要倒角,這樣可以使絲錐容易切人,並防止攻螺紋後孔口的螺紋崩裂。
(5)開始攻螺紋時,應盡量把絲錐放正,用右手掌按住鉸杠的中部沿絲錐中心線用力加壓,此時左手配合作順向旋進,並保持絲錐中心線與孔中心重台,不能歪斜。當切工件1~2圈時,可用目測或直角尺在互相垂直的兩個方向檢查和校正絲錐的位置。當切削部分全部切人工件時,應停止對絲錐施加壓力,隻需要自然的旋轉鉸杠靠絲錐卜的螺紋自然旋進。起攻方法如圖所示。
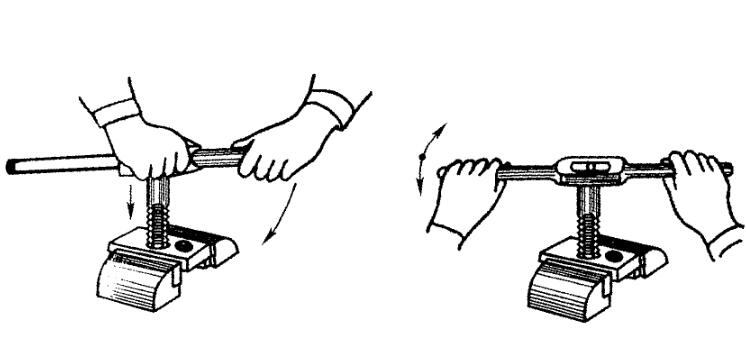
圖起攻方法
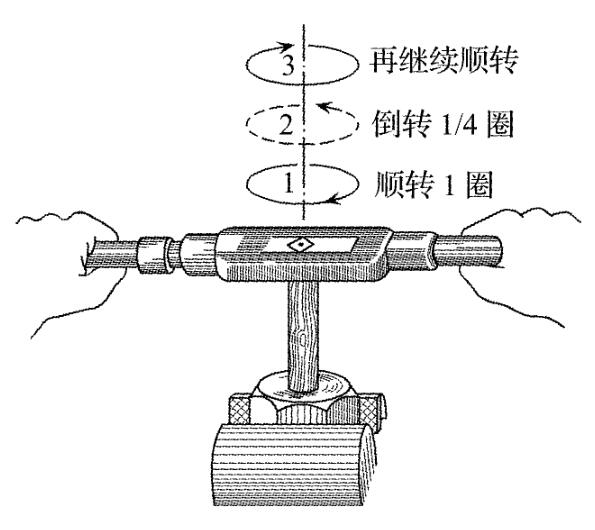
(6)當絲錐的切削部分已經切人工件後,可隻轉動而不加壓,每轉一圈應反轉1/4圈,以便切屑斷落,如圖所示。搬動鉸杠兩手要用力均勻平衡,不要用力過猛或左右晃動,以防牙型撕裂或螺孔擴大。
(7)攻螺紋時,必須接頭攻、二攻、二攻的順序攻削到標準尺寸。
(8)注意事項:
在不通孔上攻製有深度要求的螺紋時,可根據所需螺紋深度在絲錐上做好標記,避免因切屑堵塞而使攻螺紋達不到深度要求。要經常退出絲錐,排除孔中的切屑。當要攻到孔底時,更應及時排出孔底的切屑,以免攻到底時絲錐被紮住;
攻通孔螺紋時,絲錐校準不應全部攻出頭,否則會擴大或損壞孔口最後幾牙螺紋;
絲錐退出時,應先用鉸杠帶動螺紋平穩的反向轉動,當能用手直接旋動絲錐時,應停止使用鉸杠,以防止鉸杠帶動絲錐退出時產生搖擺和振動,破壞螺紋的粗糙度;
在攻螺紋的過程中,換用另一根絲錐時,應用手握住旋入已攻出的螺孔中,直到用手旋不動時,再用鉸杠進行攻螺紋;在攻材料硬度比較高的螺孔時,應頭錐二錐交替攻製,這樣可以減輕頭錐切削部分的負荷,防止絲錐折斷;
攻鋼料工件時,加機油潤滑可使螺紋光清,並能延長絲錐使用壽命;對鑄鐵件,可加煤油潤滑。以減少切削阻力和提高螺孔的表麵質量,延長絲錐的使用壽命;攻盲孔(不通孔)的螺紋時,由於絲錐切削部分有錐角,絲錐不能攻到底,導致端部不能切出完整的牙型,所以孔的深度要大於螺紋長度,盲孔深度嗬按下列公式計算,即鑽孔深度=所需螺孔的深度+0.7倍螺紋大徑(即螺紋公稱直徑)。
發展重點的選取應根據市場需求、發展趨勢和目前狀況來確定。可按產品重點、技術重點和其他重點分別敘述。 1、 衝壓模具 產品發展重點。 衝壓模具 共...
衝壓模具 依照模具結構分可分為 單衝模 、 連續 模 和 複合模 ,那麽這三種有什麽區別呢? 單衝模 :一般是由一個凹模和一個凸模或是由多個凹模和多個...
變薄拉 伸 ,通常是拉深工序或冷擠成形工序後進行的一種旨在實現極薄壁杯形件的成形工序,也可用此方法實現極薄壁管件的成形。 變薄拉伸 也是在拉伸...
