五金衝壓件生產廠家 ,在衝裁加工時衝裁件產生翹曲變形,這是什麽原因造成的呢?下麵五金衝壓件小編與大家一起分享。 五金衝壓件 在衝裁加工時,之...
衝壓件加工廠 為了保證衝裁件質量,減少或減小 五金衝壓件 產品上的毛刺,通常要做到以下幾點: A. 保證凸凹模的加工精度和裝配質量,保證凸模的垂直...
衝壓件 生產 廠家 在 衝壓生產過程中 會遇到一些加工問題,例如 衝壓件 的表麵凹凸不平的狀況。那麽當衝壓件 表麵 出現凹凸狀況時, 衝壓 件 加工廠...
五金衝壓件加工廠 ,在 五金衝壓加工 過程中容易產生廢品,那麽怎樣做才能預防 衝壓件 廢品的產生呢? 衝壓件生產廠家通常采用的預防措施有: 1.衝壓...
在 衝壓件廠 在衝壓加工過程不產生廢品幾乎是不可能的,今天 五金衝壓件廠 小編為大家介紹下衝壓過程產生廢品的原因有哪些。 1. 衝壓原材料質量低劣...
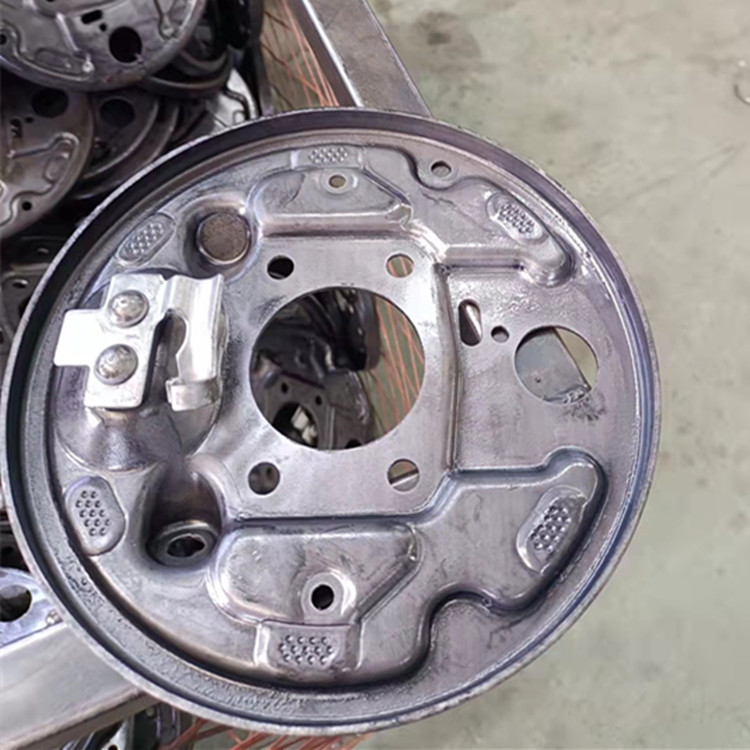
我們 五金衝壓件加工廠 ,加工的 五金衝壓件 的材質多為金屬材料。衝壓件在生產過程中及打包入庫前都得經過嚴格的質量把控,外觀及尺寸精度要求不達...
在線客服 : 服務熱線:139-0327-8178 電子郵箱: btjd200319@126.com
公司地址:河北省滄州市泊頭市齊橋鎮
凯发k8体育APP官方网站下载五金衝壓廠是專業生產設計五金衝壓件,衝壓加工,非標衝壓件,五金件加工,模具加工,,高低壓開關五金配件,大中小型五金衝壓拉伸件,凯发k8体育APP官方网站下载衝壓拉伸件,數控車床及儀表車床的加工件,五金衝壓模具設計與開發的生產...