連續模料帶設計主要是將 衝壓 件 連結在料帶上,以等距離送料的方式將半成品送至各工程站上 衝壓 ,將 衝壓 件 連結在料帶上有許多種方式,連結方式...
五金衝壓拉伸件 生產技術要求: 拉伸件形狀應盡量簡單、對稱,盡可能一次拉深成形;需多次拉伸的零件,在保證必要的表麵質量前提下,應允許內、外...
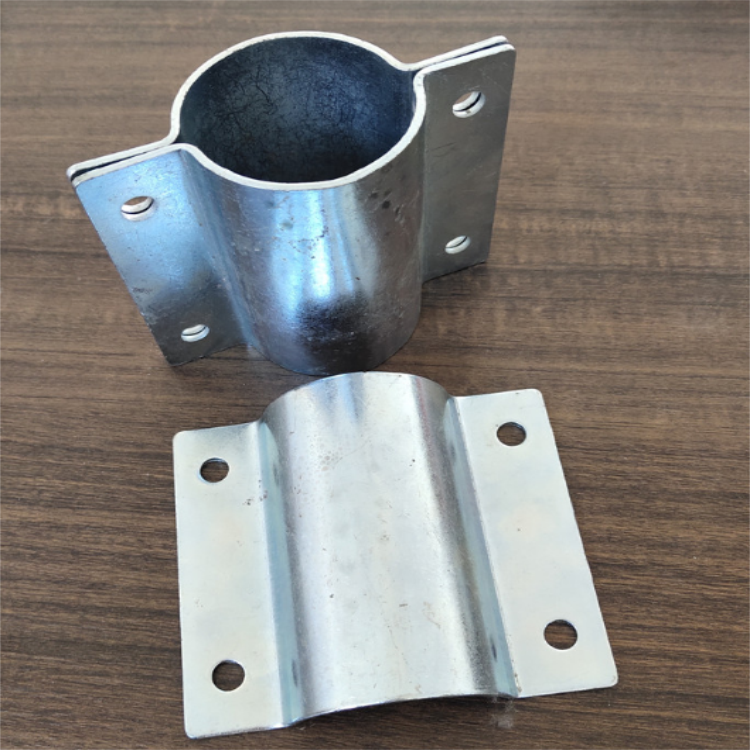
金屬 衝壓拉伸件 的使用越來越多,應用很廣泛不僅僅在工業上,生活上也開始普及了,因為它的拉伸工藝可以製作出各種形狀,如筒形、矩形、階梯形、...
一個衝壓工藝的方案設計是一種 衝壓件 生產出來的必要依據。在衝壓工藝分析的基礎上擬定出可用的幾套衝壓工藝方案,然後根據生產批量和 衝壓廠 現有...
汽車衝壓件 ,顧名思義,就是構成汽車零部件的 金屬衝壓件 。一部分經衝壓後直接成為汽車零部件,另一部分經衝壓後還需經過焊接、或機械加工、或油...
近年來,隨著電子、通訊、計算機、家電及汽車工業生產需求的飛速發展,各類衝壓k8凯发体育app及鈑金k8凯发体育app在保證使用性能的前提下,越來越多地注重產品的高速...
在線客服 : 服務熱線:139-0327-8178 電子郵箱: btjd200319@126.com
公司地址:河北省滄州市泊頭市齊橋鎮
凯发k8体育APP官方网站下载五金衝壓廠是專業生產設計五金衝壓件,衝壓加工,非標衝壓件,五金件加工,模具加工,,高低壓開關五金配件,大中小型五金衝壓拉伸件,凯发k8体育APP官方网站下载衝壓拉伸件,數控車床及儀表車床的加工件,五金衝壓模具設計與開發的生產...